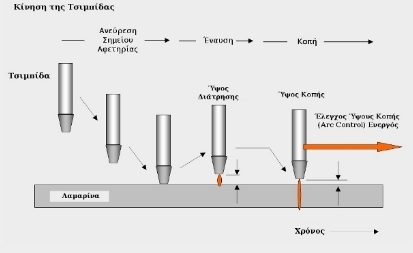
Ό,τι πιθανώς δεν ξέρετε για την Κοπή Πλάσματος και θα θέλατε να μάθετε!
Τα χαρακτηριστικά του τόξου του Πλάσματος
Το Πλάσμα ορίζεται ως "σύνολο από φορτισμένα σωματίδια ... που περιέχει περίπου ίσο αριθμό θετικών ιόντων και ηλεκτρονίων και που εμφανίζει κάποιες από τις ιδιότητες των αερίων, εκτός από το ότι είναι καλός αγωγός του ηλεκτρισμού και ότι επηρεάζεται από μαγνητικά πεδία..."
 Ο Πυρσός (τσιμπίδα) πλάσματος χρησιμοποιεί ένα ακροφύσιο (μπεκ) από κάποιο κράμα χαλκού για να περιορίσει το ρεύμα του ιονισμένου αερίου και να εστιάζει την ενέργειά του σε μία πολύ μικρή περιοχή.
Ο Πυρσός (τσιμπίδα) πλάσματος χρησιμοποιεί ένα ακροφύσιο (μπεκ) από κάποιο κράμα χαλκού για να περιορίσει το ρεύμα του ιονισμένου αερίου και να εστιάζει την ενέργειά του σε μία πολύ μικρή περιοχή.
Το αέριο σε κατάσταση πλάσματος που βγαίνει με ορμή από το μπεκ μεταφέρει ηλεκτρικό ρεύμα στην προς κοπή λαμαρίνα την οποία και τήκει με ταυτόχρονη απομάκρυνση του τηγμένου μετάλλου από την ίδια τη ροή του πλάσματος.
Στο σχήμα δεξιά επεξηγηματική τομή μιας τσιμπίδας πλάσματος με και χωρίς αέριο περιδίνησης (Swirl Gas), για το οποίο θα μιλήσουμε αμέσως παρακάτω: Α. Είσοδος ψυκτικού, Β. Έξοδος ψυκτικού, C. Αέριο Πλάσματος, D. Αέριο περιδίνησης [Swirl Gas], E. Κατεύθυνη κοπής και F. Επιφάνεια κοπής.
Περιδίνηση του αερίου
Η εισαγωγή της τεχνολογίας περιδίνησης του αερίου υποβοηθά την κοπή με πολλούς τρόπους. Πρώτα-πρώτα, η περιδίνηση αυξάνει την ψύξη. Τα μη ιονισμένα άτομα του αερίου είναι βαρύτερα και μικρότερης θερμοκρασίας από τα ιονισμένα, και καθώς αναγκάζονται σε περιδίνηση κατανέμονται στο εξωτερικό της περιδινούμενης στήλης του αερίου. Αυτό το ψυχρότερο φράγμα προστατεύει το χάλκινο μπεκ. Όσο αυξάνει η ένταση του ηλεκτρικού ρεύματος, τόσο μεγαλώνει το ποσοστό ιονισμένων ατόμων, αλλάζοντας τον "ιδανικό λόγο" 30%/70% (30% πλάσμα, 70% ψυχρό αέριο), και η ψύξη μειώνεται, μικραίνοντας τη ζωή του μπεκ. Τα μπεκ σχεδιάζονται για να λειτουργούν σε συγκεκριμένο φάσμα έντασης ρεύματος.
 Η περιδίνηση του αερίου βελτιώνει την ποιότητα κοπής. Αν το αέριο του πλάσματος δεν έμπαινε σε περιστροφή, το αποτέλεσμα θα ήταν κοπή "φρεζαριστή" και στις δύο πλευρές του αυλακιού κοπής (Βλέπε σχήμα δεξιά: Α. Ευθεία ροή αερίου, επιφάνεια κοπής φρεζαριστή και στις δύο πλευρές). Αναγκάζοντας το αέριο να περιδινείται, το τόξο κατανέμεται ομοιόμορφα στην μία πλευρά της "κολώνας", οπότε η κοπή από εκεί είναι "κάθετη" (Βλέπε σχήμα δεξιά: Β. Περιδίνηση αερίου, η μία επιφάνεια κοπής κάθετη). Εάν αλλάξει η φορά της περιδίνησης (ανάποδα από τη φορά περιστροφής των δεικτών του ρολογιού, αν πριν ήταν σύμφωνη με αυτήν), η κάθετη πλευρά θα αλλάξει αντιδιαμετρικά. Καθώς το ιονισμένο αέριο (το τόξο του πλάσματος) στριφογυρίζει, το ηλεκτρικό τόξο προσβάλλει κάθετα και σε όλο της το πλάτος την πλευρά του φύλλου που θα κόψουμε. 'Οταν γίνεται αυτό η ενέργεια κατανέμεται ομοιόμορφα σε όλο το πάχος της κοπής του αντικειμένου εργασίας. Αυτή η ισοκατανομή της ενέργειας έχει αποτέλεσμα πιο "τετράγωνη" κοπή, ενώ από την αντίθετη πλευρά η επιφάνεια κοπής έχει μία γωνίας κλίσης 5 μέχρι 8 μοιρών.
Η περιδίνηση του αερίου βελτιώνει την ποιότητα κοπής. Αν το αέριο του πλάσματος δεν έμπαινε σε περιστροφή, το αποτέλεσμα θα ήταν κοπή "φρεζαριστή" και στις δύο πλευρές του αυλακιού κοπής (Βλέπε σχήμα δεξιά: Α. Ευθεία ροή αερίου, επιφάνεια κοπής φρεζαριστή και στις δύο πλευρές). Αναγκάζοντας το αέριο να περιδινείται, το τόξο κατανέμεται ομοιόμορφα στην μία πλευρά της "κολώνας", οπότε η κοπή από εκεί είναι "κάθετη" (Βλέπε σχήμα δεξιά: Β. Περιδίνηση αερίου, η μία επιφάνεια κοπής κάθετη). Εάν αλλάξει η φορά της περιδίνησης (ανάποδα από τη φορά περιστροφής των δεικτών του ρολογιού, αν πριν ήταν σύμφωνη με αυτήν), η κάθετη πλευρά θα αλλάξει αντιδιαμετρικά. Καθώς το ιονισμένο αέριο (το τόξο του πλάσματος) στριφογυρίζει, το ηλεκτρικό τόξο προσβάλλει κάθετα και σε όλο της το πλάτος την πλευρά του φύλλου που θα κόψουμε. 'Οταν γίνεται αυτό η ενέργεια κατανέμεται ομοιόμορφα σε όλο το πάχος της κοπής του αντικειμένου εργασίας. Αυτή η ισοκατανομή της ενέργειας έχει αποτέλεσμα πιο "τετράγωνη" κοπή, ενώ από την αντίθετη πλευρά η επιφάνεια κοπής έχει μία γωνίας κλίσης 5 μέχρι 8 μοιρών.
Η εισαγωγή αερίου προστασίας περιορίζει ακόμα περισσότερο το τόξο και ψύχει το μπεκ. Αυτό το αέριο εισάγεται μετά τον ιονισμό του αερίου του πλάσματος, στην άκρη του μπεκ.
 Η Εκκίνηση του Τόξου Πλάσματος
Η Εκκίνηση του Τόξου Πλάσματος
Υπάρχουν τρία κύρια εξαρτήματα στο εσωτερικό μιας τσιμπίδας:
- Το Ηλεκτρόδιο
- Ο Ελεγκτής Περιδίνησης Αερίου (Gas ή Swirl Baffle)
- Το Ακροφύσιο (Μπεκ)
Αυτά τα εξαρτήματα λέγονται αναλώσιμα. Φθείρονται με τη λειτουργία της μηχανής και πρέπει να αντικαθίστανται. Στην φωτογραφία αριστερά βλέπουμε τα αναλώσιμα του πυρσού PerCut 370.2M της Kjellberg (Στη σειρά: Ηλεκτρόδιο-Ελεγκτής Περιδίνησης Αερίου-Μπεκ). Οι πυρσοί άλλων κατασκευαστών, όπως και άλλοι πυρσοί του ίδιου κατασκευαστή, μπορεί να έχουν κάπως διαφορετική σχεδίαση, αλλά όλοι απαραίτητα έχουν τα τρία εξαρτήματα που κάνουν τις λειτουργίες που αναφέραμε. Για την ακριβή κωδικοποίηση των δικών σας αναλωσίμων, παρακαλούμε συμβουλευτείτε το Εγχειρίδιο Λειτουργίας.
Το ηλεκτρόδιο συνδέεται με τον αρνητικό πόλο του συνεχούς ρεύματος που παράγει η Γεννήτρια Ισχύος του Πλάσματος. Το ακροφύσιο (μπεκ) συνδέεται στον θετικό πόλο αλλά είναι ηλεκτρικά μονωμένο μέσω ενός ανοιχτού ρελέ.
Όταν δίνουμε στο σύστημά μας εντολή Έναυσης του Τόξου, συμβαίνουν τα ακόλουθα:
- 1. Το κεντρικό ρελέ στην Πηγή Ισχύος ενεργοποιείται στέλνοντας ισχυρή αρνητική τάση στο Ηλεκτρόδιο
- 2. Το Αέριο αρχίζει να ρέει προς την τσιμπίδα και υποχρεώνεται σε περιδίνηση από τον Ελεγκτή Περιδίνησης (Swirl Baffle ή Swirl Control)
- 3. Οι συνήθως ανοικτές επαφές στο κύκλωμα του μπεκ κλείνουν, συνδέοντάς το με τον θετικό πόλο της γεννήτριας
- 4. Μία γεννήτρια υψηλών συχνοτήτων παρέχει υψηλής τάσης και συχνότητας δυναμικό ανάμεσα στο ηλεκτρόδιο και το μπεκ. Αυτό προκαλεί τη δημιουργία μικρού σπινθήρα ανάμεσα στο μπεκ και το ηλεκτρόδιο που ιονίζει το αέριο που τα περιβάλλει
- 5. Η δημιουργία αυτού του ιονισμένου "διαδρόμου" προκαλεί την έκλυση μεγαλύτερου τόξου συνεχούς ρεύματος ανάμεσα στο ηλεκτρόδιο και το μπεκ. Είναι αυτό που ονομάζουμε Πιλοτικό Τόξο.
- 6. Το πιλοτικό τόξο ωθείται έξω από το μπεκ, παρασυρόμενο από το ρεύμα του αερίου, και έρχεται σε επαφή με τη λαμαρίνα.
- 7. Το κύριο τόξο παράγεται όταν το πιλοτικό τόξο έρχεται σε επαφή με τη λαμαρίνα (με την προϋπόθεση πως η τσιμπίδα είναι στην αρκετά κοντά). Το ρελέ του μπεκ ανοίγει βγάζοντας το μπεκ από το κύκλωμα. Έχουν δημιουργηθεί οι συνθήκες για τη δημιουργία τόξου.
- 8. Το κύριο τόξο ενισχύεται με παροχή ρεύματος μεγαλύτερης έντασης, μετά την απομόνωση του μπεκ από το κύκλωμα με το άνοιγμα του ρελέ
Διπλό Τόξο
Εάν υπάρξουν ειδικές συνθήκες και το μπεκ παραμείνει μέσα στο κύκλωμα, τότε έχουμε τη δημιουργία διπλού τόξου. Όπως περιγράψαμε προηγουμένως, το μπεκ πρέπει να παραμένει μέσα στο κύκλωμα μόνο κατά τη φάση του πιλοτικού τόξου. Αν μείνει στο κύκλωμα και στη φάση του τόξου κοπής, θα καταστραφεί γιατί θα δεχτεί υψηλές εντάσεις κοπής.
Το διπλό τόξο παράγεται από:
- Διάτρηση με ακίνητο πυρσό. Η τσιμπίδα πρέπει να τοποθετείται αρκετά κοντά στη λαμαρίνα ώστε να επιτρέψει στο πιλοτικό τόξο να έλθει σε επαφή μαζί της, για να μπορέσει να ξεκινήσει το κυρίως τόξο. Τα "πιτσιλίσματα" λιωμένου μετάλλου, στα αρχικά στάδια της διάτρησης τινάζονται προς όλες τις κατευθύνσεις αλλά προς τα πλάγια. Καθώς η διάτρηση προχωρά βαθύτερα, το ρεύμα αερίου "φυσάει" μέσα στο κοίλωμα, και ανακλάται προς τα επάνω, παρασύροντας κατακόρυφα προς τα επάνω και το τηγμένο υλικό. Αν αυτό το υλικό συγκεντρωθεί ανάμεσα στο μπεκ και την λαμαρίνα, αφού είναι καλός αγωγός του ρεύματος, θα κρατήσει το μπεκ μέσα στο κύκλωμα, ακόμα και όταν το ρελέ του ανοίξει προσπαθώντας να το απομονώσει. Ένα τέτοιο σενάριο μπορεί να καταστρέψει ολόκληρο το εμπρόσθιο άκρο του πυρσού.
- Τσιμπίδα σε επαφή με το έλασμα. Κοπή λεπτού υλικού. Όλα τα συστήματα αυτόματης τοποθέτησης της τσιμπίδας κάνουν χρήση κάποιας μεθόδου ανίχνευσης του ύψους της από τη λαμαρίνα ώστε να τοποθετήσουν την τσιμπίδα στο σωστό ύψος από αυτήν. Μία μέθοδος είναι η Μέθοδος Επαφής και Απομάκρυνσης. Η τσιμπίδα κατεβαίνει αργά μέχρι να αποκτήσει επαφή με τη λαμαρίνα και ανυψώνεται στο σωστό αρχικό ύψος κάνοντας χρήση κάποιου χρονισμού ή κάποιας κωδικοποίησης. Αν η επαφή δεν γίνει αντικείμενο σωστής επεξεργασίας, η τσιμπίδα μπορεί να παραμείνει σε επαφή με τη λαμαρίνα λόγω αναπηδήσεων της λαμαρίνας ή στρεβλώσεών της. Το μπεκ θα παραμείνει στο κύκλωμα και θα δεχτεί εντάσεις κοπής για τις οποίες δεν είναι προορισμένο, με αποτέλεσμα να καταστραφεί.
- Δυσλειτουργία του Πιλοτικού Τόξου. Μερικές φορές μπορεί να συμβεί και το ρελέ του μπεκ να μην το απομονώνει. Κάτι τέτοιο μπορεί να οφείλεται σε βραχυκύκλωση του ρελέ ή σε κάποια βραχυκυκλωμένη αντίσταση. Και σε αυτή την περίπτωση το μπεκ το διατρέχει ρεύμα μεγαλύτερης έντασης από τις προδιαγραφές του, και καταστρέφεται.
Πώς να αποφύγουμε το Διπλό Τόξο
Το διπλό τόξο συνήθως συμβαίνει κατά τη διαδικασία της διάτρησης. Μερικές τεχνικές που μπορούν να μας βοηθήσουν να το αποφύγουμε είναι οι ακόλουθες:
- Η αργή κίνηση της τσιμπίδας. Η μηχανή προγραμματίζεται έτσι ώστε στη φάση της δημιουργίας του κυρίως τόξου να κινεί την τσιμπίδα αργά. Η ταχύτητα της κίνησης είναι μικρή, περίπου στο 5 μέχρι 10% της κανονικής ταχύτητας κοπής, και διαρκεί μόνο για περιορισμένο χρόνο.
 Το πιτσίλισμα του τηγμένου υλικού κατά τη διάτρηση δεν μπορεί να εκτοξευθεί πάνω στο μπεκ αφού αυτό κινείται, έτσι μειώνεται η πιθανότητα διπλού τόξου.
Το πιτσίλισμα του τηγμένου υλικού κατά τη διάτρηση δεν μπορεί να εκτοξευθεί πάνω στο μπεκ αφού αυτό κινείται, έτσι μειώνεται η πιθανότητα διπλού τόξου. - Ανύψωση της ακίνητης τσιμπίδας κατά τη διάτρηση. Όταν δημιουργείται το κυρίως τόξο, η τσιμπίδα αρχίζει να απομακρύνεται από τη λαμαρίνα, οπότε το λιωμένο υλικό δεν μπορεί εύκολα να πλήξει το μπεκ. Η ανύψωση συνεχίζεται για το χρονικό διάστημα που είναι προγραμματισμένο και μετά η τσιμπίδα κατεβαίνει στο σωστό ύψος κοπής αφού η μηχανή έχει αρχίσει να την κινεί με την ταχύτητα κοπής
- Ύψος αρχικής διάτρησης μεγαλύτερο από το κανονικό (Διάτρηση με ακίνητο πυρσό). Το μεγαλύτερο ύψος κάνει πιο δύσκολο στο τηγμένο υλικό που εκτοξεύεται προς τα επάνω να δημιουργήσει "γέφυρα" ανάμεσα στο μπεκ και τη λαμαρίνα, μειώνοντας τις πιθανότητες για τη δημιουργία διπλού τόξου. Αυτή η μέθοδος προφύλαξης είναι η λιγότερο αποτελεσματική.
Οι μεταβλητές της διαδικασίας κοπής
Οι μεταβλητές που επηρεάζουν τη διαδικασία κοπής πρέπει να ελέγχονται όλες πολύ προσεκτικά για να επιτυγχάνουμε μέγιστη ποιότητα κοπής, μέγιστη διάρκεια ζωής των αναλωσίμων (ηλεκτρόδιο και μπεκ) και μέγιστη παραγωγικότητα της μηχανής. Πρέπει να διατηρείται μία ισορροπία ανάμεσα σε αυτές.
Α. Η Καθαρότητα του Αερίου
Η καθαρότητα του αερίου είναι θεμελιώδης παράγοντας για την καλή ποιότητα κοπής και τη μεγάλη διάρκεια ζωής των αναλωσίμων. Ελάχιστες απαιτήσεις καθαρότητας του Αζώτου είναι το 99,995% και για το Οξυγόνο το 99,5%. Αν τα επίπεδα καθαρότητας είναι χαμηλότερα από τα ελάχιστα συνιστώμενα μπορούν αν συμβούν τα παρακάτω:
- Αδυναμία του τόξου να διεισδύσει σε λεπτά υλικά ανεξάρτητα από την ένταση του ρεύματος
- Αυξομειώσεις στην ποιότητα κοπής, ανάλογα με τον βαθμό μόλυνσης του αερίου.
- Εξαιρετικά μικρή διάρκεια ζωής του ηλεκτροδίου
- Όταν κόβουμε με N2, εμφάνιση ενός λεπτού μαύρου στρώματος καταλοίπων στο ηλεκτρόδιο και το στόμιο του μπεκ. Όσο μεγαλύτερη η μόλυνση, τόσο εντονώτερο το στρώμα των καταλοίπων. Όταν το αέριο είναι καθαρό, το ηλεκτρόδιο και το εσωτερικό του μπεκ θα αποκτούν όψη σαν να έχουν περάσει από διαδικασία αμμοβολής
Β. Η Πίεση και η Ταχύτητα Ροής του αερίου
Κάθε μπεκ είναι κατασκευασμένο να λειτουργεί με μια βέλτιστη ένταση ρεύματος σε συνδυασμό με μία δοσμένη πίεση/ροή αερίου. Αυξάνοντας την πίεση προκαλούμε μείωση της διάρκειας ζωής του ηλεκτροδίου. Το καταλαβαίνουμε από τη διάτρητη όψη του πυρήνα του ηλεκτροδίου, που αποτελείται από το δύστηκτο μέταλλο τουνγκστένιο. Αν δουλεύουμε με Άζωτο θα έχουμε πρόβλημα με την έναυση του τόξου. Αν η τσιμπίδα δεν σκάει σπινθήρα σε συνθήκες υψηλής πίεσης, μπορεί να παρατηρηθεί πιλοτικό τόξο που έρχεται με διακοπές. Ενώ η υψηλή πίεση του αερίου συνήθως προκαλεί προβλήματα, η χαμηλή του ταχύτητα ροής προκαλεί το πρόβλημα του διπλού τόξου.
Γ. Το Αυλάκι Κοπής (Kerf)
Το αυλάκι Κοπής είναι το πλάτος του υλικού (κάθετα στον πυρσό και τον άξονα κοπής) που αφαιρείται κατά την διαδικασία κοπής. Το αυλάκι κοπής επηρεάζεται από τρεις μείζονες μεταβλητές:
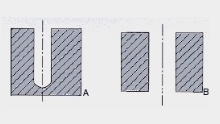 α. Ταχύτητα Κοπής. Αυξάνοντας την ταχύτητα κοπής και κρατώντας τις άλλες μεταβλητές σταθερές παίρνουμε στενότερο Αυλάκι Κοπής. Το αυλάκι κοπής θα συνεχίσει να στενεύει μέχρι που σε κάποιο σημείο θα χάσουμε την ικανότητα διείσδυσης στο υλικό. Χαμηλότερες ταχύτητες κίνησης της τσιμπίδας θα έχουν αποτέλεσμα πλατύτερο αυλάκι κοπής μέχρι που θα συμβεί απώλεια του τόξου (Διάγραμμα δεξιά: Α. Στενό αυλάκι κοπής, Κοπή αποτυχημένη, Β. Πλατύτερο αυλάκι κοπής, κοπή ολοκληρωμένη).
α. Ταχύτητα Κοπής. Αυξάνοντας την ταχύτητα κοπής και κρατώντας τις άλλες μεταβλητές σταθερές παίρνουμε στενότερο Αυλάκι Κοπής. Το αυλάκι κοπής θα συνεχίσει να στενεύει μέχρι που σε κάποιο σημείο θα χάσουμε την ικανότητα διείσδυσης στο υλικό. Χαμηλότερες ταχύτητες κίνησης της τσιμπίδας θα έχουν αποτέλεσμα πλατύτερο αυλάκι κοπής μέχρι που θα συμβεί απώλεια του τόξου (Διάγραμμα δεξιά: Α. Στενό αυλάκι κοπής, Κοπή αποτυχημένη, Β. Πλατύτερο αυλάκι κοπής, κοπή ολοκληρωμένη).- β. Ένταση του ρεύματος Κοπής. Αυξάνοντας την ένταση του ρεύματος και κρατώντας τις άλλες μεταβλητές σταθερές παίρνουμε πλατύτερο αυλάκι κοπής. Αν συνεχίσουμε να αυξάνουμε την ένταση του ρεύματος το αυλάκι κοπής θα συνεχίσει να μεγαλώνει μέχρι τη στιγμή που θα καταστραφεί το μπεκ. Μειώνοντας την ένταση, θα στενέψει το αυλάκι κοπής και θα έχουμε πιο θετική γωνία κοπής, μέχρι που θα χαθεί η ικανότητα διείσδυσης στο υλικό.
- γ. Ύψος Κοπής. Το ύψος κοπής είναι η απόσταση ανάμεσα στην τσιμπίδα και την επιφάνεια του υλικού που δουλεύουμε όσο κόβουμε, αφού τελειώσει η φάση της διάτρησης. Τα περισσότερα μοντέρνα συστήματα χρησιμοποιούν κάποιο σύστημα αισθητήρων με ανάδραση τάσης τόξου. Αυξάνοντας την τάση του τόξου αυξάνει το ύψος κοπής και διευρύνεται το αυλάκι κοπής. Αν συνεχίσουμε να αυξάνουμε το ύψος κοπής θα χάσουμε κάποια στιγμή την ικανότητα κοπής. Μειώνοντας το ύψος κοπής θα οδηγηθούμε σε στενότερο αυλάκι κοπής και, τελικά, σε απώλεια της ικανότητας κοπής.
Δ. Η Τάση του Τόξου
Η τάση του τόξου δεν είναι ανεξάρτητη μεταβλητή. Εξαρτάται από:
 α. Την ένταση του ρεύματος
α. Την ένταση του ρεύματος- β. Την διάμετρο του στομίου του μπεκ
- γ. Το ύψος κοπής
- δ. Την ταχύτητα ροής του αερίου
- ε. Την ταχύτητα κοπής
Τα αέρια που απαιτούνται για τις περισότερες περιπτώσεις είναι το αέριο έναυσης, το αέριο προστασίας και το αέριο κοπής. Σε μερικές περιπτώσεις απαιτείται και ένα επιπλέον αέριο προστασίας. Διαφορετικά αποτελέσματα παίρνουμε με διαφορετικούς συνδυασμούς Αζώτου, Οξυγόνου, αέρα, μεθανίου, και Η-35 (ένα μίγμα που αποτελείται από 35% Υδρογόνο και 65% Αργόν). Το Αργόν χρησιμοποιείται και για την χάραξη με τσιμπίδα πλάσματος.
Οι μεταβλητές που πρέπει να λάβουμε υπόψη μας όταν αποφασίζουμε τον συνδυασμό των αερίων που θα χρησιμοποιήσουμε είναι:
- Ο τύπος και το πάχος του υλικού
- H επιθυμητή ποιότητα κοπής
- H ταχύτητα και
- Tο κόστος παραγωγής
Δεν είναι όλα τα αέρια κατάλληλα για όλες τις δουλειές και όλες τις τσιμπίδες. Για περισσότερες πληροφορίες συμβουλευτείτε τα σχετικά εγχειρίδια λειτουργίας.


